
Микрологистическая система KANBAN
Многие современные логистические системы, основанные на данном подходе, ориентированы на короткие составляющие логистических циклов, что требует быстрой реакции звеньев логистической системы на изменения спроса и соответственно производственной программы.
Логистическая концепция точно в срок характеризуется следующими основными чертами:
- минимальными (нулевыми) запасами материальных ресурсов, незавершенного производства, готовой продукции;
- короткими производственными (логистическими) циклами;
- небольшими объемами производства готовой продукции и пополнения запасов (поставок);
- взаимоотношениями по закупкам материальных ресурсов с небольшим числом надежных поставщиков и перевозчиков;
- эффективной информационной поддержкой;
- высоким качеством готовой продукции и логистического сервиса.
Внедрение и распространение концепции точно в срок в мире привело к изменению традиционного подхода производственного менеджмента к управлению запасами. В табл.
6.1 сформулированы основные отличия этих подходов для управления производством, снабжением и сбытом.
Внедрение концепции точно в срок, как правило, улучшает качество готовой продукции и услуг, минимизирует уровень запасов и может в принципе изменить фирменный стиль менеджмента за счет интеграции комплексных логистических функций. Работу логистической системы, построенной на принципах концепции точно в срок, можно представить как двухбункерную систему управления запасами.
Один бункер в этой системе используется для удовлетворения спроса в производстве или сбыте соответственно на материальные ресурсы или готовую продукцию, в то время как другой пополняется по мере расходования первого. Производство готовой продукции небольшими парти-
Сравнение концепции точно в срок и традиционного менеджмента запасов
Необходима согласованность действий как рабочего, так и управленческого персонала. Нельзя вносить изменений в логистический процесс, пока нет согласованности действий персонала
Управление осуществляет общий менеджмент. Изменения не зависят от нижних звеньев управленческого персонала
ями за относительно короткие производственные циклы определяет длительность циклов снабжения материальными ресурсами от поставщиков. Теоретически идеальным размером заказа для базовой системы точно в срок является одна единица, однако это, как правило, не реализуется из-за проблем затрат на сбыт и обработку заказов.
Логистические системы, использующие принципы концепции точно в срок, являются тянущими системами (pullsystems), в которых размещение заказов на пополнение запасов материальных ресурсов или готовой продукции происходит, когда количество их в определенных звеньях логистической системы достигает критического уровня. При этом запасы вытягиваются по распределительным каналам от поставщиков материальных ресурсов или логистических посредников в системе дистрибьюции. В концепции точно в срок существенную роль играет спрос, определяющий дальнейшее движение сырья, материалов, компонентов, полуфабрикатов и готовой продукции.
Короткие составляющие логистических циклов в системах, применяющих данный подход, способствуют концентрации основных поставщиков материальных ресурсов вблизи главной фирмы, осуществляющей процесс производства или сборки готовой продукции. Фирма старается выбрать небольшое число поставщиков, отличающихся высокой степенью надежности поставок, так как любой сбой в поставках может нарушить производственное расписание. О том, насколько
важна надежность поставщиков, говорит тот факт, что американские и европейские производители смогли внедрить концепцию точно в срок только через 1015 лет после японцев в основном из-за низкой надежности поставок. В соответствии с этой концепцией поставщики становятся, по существу, партнерами производителей готовой продукции в их бизнесе.
В практической реализации концепции точно в срок ключевую роль играет качество продукции. Японские автомобилестроительные фирмы, первоначально внедряя принципы данной концепции и микрологистическую систему KANBAN в производство, радикально изменили подход к контролю и управлению качеством на всех стадиях производственного процесса и последующего сервиса. В конечном итоге это вылилось в уже упоминавшуюся выше философию всеобщего управления качеством, в которой качество ставится на первое место во всех стратегических и тактических целях фирмы. Концепция точно в срок способствует усилению контроля и поддержанию уровня качества продукции в разрезе всех составляющих логистической структуры.
Микрологистические системы, основанные на данном подходе, связанном с синхронизацией всех процессов и этапов поставки материальных ресурсов, производства и сборки, поставки готовой продукции потребителям, предполагают точность информации и прогнозирования. Этим объясняются, в частности, и короткие составляющие логистических (производственных) циклов.
Для эффективной реализации технологии JIT должны работать с надежными телекоммуникационными системами и информационно-компьютерной поддержкой.
Современные технологии JIT и логистические системы стали более интегрированными и комбинируются из различных вариантов логистических производственных концепций и распределительных систем, таких, как системы, минимизирующие запасы в логистических каналах, логистические системы быстрого переключения, выравнивания уровня запасов, групповые технологии, превентивное гибкое автоматизированное производство, современные логистические системы всеобщего статистического контроля и управления циклами качества продукции и т. п. Поэтому в настоящее время принято относить такие технологии к новой версии концепции точно в срок концепции JIT II.
Основной целью логистической концепции JIT II является максимальная интеграция всех логистических функций фирмы для минимизации уровня запасов в интегрированной логистической системе, обеспечение высокой надежности и уровня качества продукции и сервиса для максимального удовлетворения запросов потребителей. Системы, основанные на идеологии JIT II, используют гибкие производственные технологии выпуска небольших объемов готовой продукции группового ассортимента на базе раннего предсказания покупательского спроса.
Микрологистическая система KANBAN
Как уже отмечалось, одной из первых попыток практического внедрения концепции точно в срок явилась разработанная корпорацией Toyota Motor микрологистическая система KANBAN (что в переводе с японского означает карта). Система KANBAN представляет собой первую реализацию тянущих микрологистичес-ких систем в производстве, на внедрение которой от начала разработки у фирмьр Toyota ушло около 10 лет.
Такой длительный срок был связан с тем, что сама система KANBAN не могла работать без соответствующего логистического окружения концепции точно в срок, рассмотренной в предыдущем разделе. Ключевыми элементами этого окружения явились:
- рациональная организация и сбалансированность производства;
- всеобщий контроль качества на всех стадиях производственного процесса и качества исходных материальных ресурсов у поставщиков;
- партнерство только с надежными поставщиками и перевозчиками;
- повышенная профессиональная ответственность и высокая трудовая дисциплина всего персонала.
Первоначальные попытки американских и европейских конкурентов автоматически перенести схему KANBAN в производство без учета этих и других факторов логистического окружения потерпели неудачу.
Микрологистическая система KANBAN, впервые примененная корпорацией Toyota Motor в 1972 г. на заводе Такахама (г. Нагоя, Япония), представляет собой систему организации непрерывного производственного потока, способного к быстрой перестройке и практически не требующего страховых запасов. Сущность системы KANBAN заключается в том, что все производственные подразделения завода, включая линии конечной сборки, снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заказа, заданного подразделением-потребителем.
Таким образом, в отличие от традиционного подхода к производству структурное подразделение-производитель не имеет общего жесткого графика производства, а оптимизирует свою работу в пределах заказа подразделения фирмы, осуществляющего операции на последующей стадии производственно-технологического цикла.
Средством передачи информации в системе является специальная карточка kanban в пластиковом конверте. Распространены два вида карточек: отбора и производственного заказа.
В карточке отбора указывается количество деталей (компонентов, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки), в то время как в карточке производственного заказа количество деталей, которое должно быть изготовлено (собрано) на предшествующем производственном участке. Эти карточки циркулируют как внутри предприятий фирмы Toyota, так и между корпорацией и сотрудничающими с ней компаниями, а также на предприятиях филиалов.
Таким образом, карточки kanban несут информацию о расходуемых и производимых количествах продукции, что позволяет реализовать концепцию точно в срок. Большинство отечественных авторов, рассматривая схему KANBAN, приводят пример из одной из основополагающих работ Я. Мондена' (рис.
6.1).
Например, при изготовлении продукции А, В, С на сборочной линии (рис. 6.1) применяемые детали а и b изготавливаются на предшествующей технологической стадии (поточной линии). Детали а и b, произведенные на предшествующей стадии, складируют вдоль конвейера, прикрепляя к ним карточки заказа kanban. Рабочий со сборочной линии, изготавливающей продукцию А, на автопогрузчике или с технологической тележкой прибывает с карточкой заказа на место складирования детали а, чтобы взять определенное количество ящиков деталей с прикрепленными к ним карточками отбора.
На месте складирования рабочий загружает погрузчик (технологическую тележку) необходимым количеством деталей а, согласно карточке отбора, снимая при этом с ящиков ранее прикрепленные к ним карточки производственного заказа. Затем рабочий доставляет полученные детали на сбо-
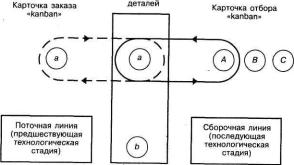
Рисунок 6.1. Движение карточек kanbanк А, В, С продукция; а, bдетали
рочную линию с карточками отбора kanban. В то же время карточки производственного заказа остаются на месте складирования деталей а у поточной линии, показывая количество взятых деталей.
Они формируют заказ на изготовление новых деталей а, количество которых будет строго соответствовать количеству, указанному в карточке производственного заказа kanban.
Так в системе поддерживается минимальный уровень запасов, обеспечивающий непрерывную работу производственно-технологических участков и персонала и регулируемый с помощью расчета средней дневной потребности в каждой детали и определения соответствующего числа карточек kanban. Когда материальные ресурсы израсходованы, карточка заказа kanban отправляется поставщикам, чтобы пополнить резервы. Так как прогнозируемые количества и время снабжения невелики, заказываемые партии имеют небольшие размеры.
Кроме того, запас, сохраняющийся на период поставки, поддерживается на минимальном уровне.
Еще один пример, иллюстрирующий работу микрологистической системы KANBAN, приведен на рис. 6.2. На схеме представлены два обрабатывающих центра (ОЦ): ОЦ1, использующий детали А для изготовления полуфабрикатов В, и ОЦ2, использующий полуфабрикаты В для изготовления продукции С. Перед применением технологии KANBAN необходимо принять решение о типах контейнеров, которые должны быть использованы для каждой позиции Л, В, С и их размерах, т. е. сколько единиц каждой позиции номенклатуры может поместиться на контейнере.
В системе отсутствует складирование на местах, так как используются только контейнеры, перемещаемые от одного ОЦ к другому с помощью технологического транспорта. Каждый полностью заполненный контейнер имеет прикрепленную к нему карточку kanban со следующей информацией:
- код компонента (полуфабриката, незавершенного производства);
- описание;
- продукция (конечная, промежуточная), где эти компоненты используются;
- номер (код рабочего), где производится компонент;
- номер ОЦ (код рабочего), который использует данный компонент;
- количество компонентов для данного контейнера;
- количество контейнеров (карточек kanban) рядом с ОЦ.
Карточки kanban могут быть двух цветов: белого и черного.
Белые карточки находятся на контейнерах на входе (in) для ОЦ1 и ОЦ2 и предназначены для транспортировки. Черные карточки kanban находятся на контейнерах на выходе (out) и означают разрешение на обработку. Информация на карточках, прикрепленных к контейнерам, относится к конкретному контейнеру и фиксирует его объем и соответствующие вышеперечисленные реквизиты.
В процессе управления каждой операцией по логистической технологии KANBAN участвуют только свободные карточки, отделенные от контейнера.
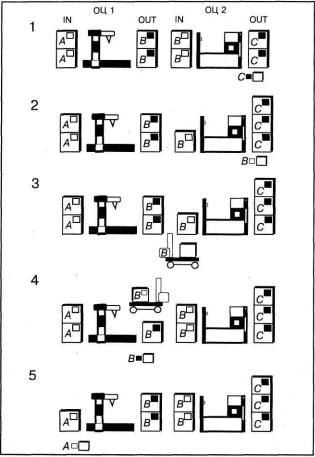
Рисунок 6.2. Система KANBAN: ОЦ1, ОЦ2 обрабатывающие центры; А детали; В полуфабрикаты; С продукция
На схеме 1 (рис. 6.2) черная карточка компонента С является выходом для ОЦ2.
В этом случае она обозначает принятие решения для ОЦ2 (рабочего за этим центром) изготовить столько единиц компонента С, сколько требуется для заполнения пустого контейнера. В процессе этой работы ОЦ2 использует целый контейнер с деталями В, которые хранились на входе ОЦ2, высвобождая белую карточку kanban (схема 2).
Эта карточка дает разрешение на транспортировку другого контейнера с деталями В от ОЦ1 (его выхода) ко входу ОЦ2. Рабочий на погрузчике с освободившимся контейнером и белой карточкой прибывает к ОЦ1, где с контейнера, заполненного деталями В, снимает черную карточку и оставляет ее рядом с пустым контейнером, а сам прикрепляет белую карточку на заполненный контейнер с деталями В и перевозит его к ОЦ2 (схемы 34).
Свободная черная карточка В является заказом для ОЦ1 на производство следующего полного контейнера деталей В. В процессе изготовления освобождается контейнер с деталями А, и белая карточка служит сигналом для поставщика о пополнении запаса деталей А на один контейнер и т. д. (схема 5).
Рассмотренный пример это типичная схема тянущей микрологистической производственной системы, где контейнеры с деталями (составляющие производственный запас) перемещаются только в зависимости от потребления на последующих стадиях производственного цикла.
Объем незавершенного производства в такой системе может быть определен по формуле
N = [С(Ти + тз)( 1 + k)]/0,
где дг общее количество контейнеров (карточек kanban);
С среднедневное потребление;
Тц время потребительского цикла (белая карточка), складывающееся из времени ожидания и времени транспортировки;
Т время снабженческого цикла (черная карточка), равного сумме времени ожидания и рабочего времени изготовления компонентов;
Q емкость контейнера для определенного компонента; к параметр страхового запаса (должен стремиться
к нулю).
Важными элементами микрологистической системы KANBAN являются информационная система, включающая не только карточки, но и производственные, транспортные и снабженческие графики, технологические карты, информационные световые табло и т. д.; система регулирования потребности и профессиональной ротации кадров; система всеобщего (TQM) и выборочного (Дзи-дока) контроля качества продукции; система выравнивания производства и ряд других.
Практическое использование системы KANBAN, а затем ее модифицированных версий позволяет значительно улучшить качество выпускаемой продукции; сократить логистический цикл, существенно повысив тем самым оборачиваемость оборотного капитала фирм; снизить себестоимость производства; практически исключить страховые запасы и значительно уменьшить объем незавершенного производства. Анализ мирового опыта применения микрологистической системы KANBAN многими известными машиностроительными фирмами показывает, что она дает возможность уменьшить производственные запасы на 50%, товарные на 8% при значительном ускорении оборачиваемости оборотных средств и повышении качества готовой продукции.
Логистическая концепция планирования потребностей/ресурсов и основанные на ней системы
Одной из наиболее популярных в мире логистических концепций,. на основе которой разработано и функционирует большое число микрологистических систем, является концепция планирования потребностей/ресурсов {requirements/resourceplanning, RP). Концепцию RP часто противопоставляют логистической концепции точно в срок, имея в виду, что на ней (в отличие от ЛТ-подхо-да) базируются логистические системы толкающего типа.
Базовыми микрологистическими системами, основанными на концепции планирования потребностей/ресурсов, в производстве и снабжении являются системы планирования потребности вматериалах/производственного планирования потребности вресурсах (materials/manufacturingrequirements/resourceplanning,MRP I/MRP II), а в дистрибьюции (распределении) системы планированиярас-пределения продукции/ресурсов {distribution requirements/resource planning, DRP I/DRP II).
Практические приложения, типичные для систем MRP, имеются в организации производственно-технологических процессов вместе с закупками материальных ресурсов. Согласно определению американского исследователя Дж.
Орлиски, одного из главных разработчиков системы MRP I, система планирования потребности в материалах (система MRP) в узком смысле состоит из ряда логически связанных процедур, решающих правил и требований, переводящих производственное расписание в цепочку требований, которые синхронизированы во времени, а также запланированного покрытия этих требований для каждой единицы запаса компонентов, необходимых для выполнения расписания... Система MRP перепланирует последовательность требований и покрытий в результате изменений либо в производственном расписании, либо в структуре запасов, либо в характеристиках продукта.
Системы MRP оперируют материалами, компонентами, полуфабрикатами и их частями, спрос на которые зависит от спроса на специфическую готовую продукцию. Хотя сама логистическая концепция, заложенная в основу системы MRP I, сформирована достаточно давно (с середины 1950-х годов), но только с появлением быстродействующих компьютеров ее удалось реализовать на практике.
В то же время революция в микропроцессорных и информационных технологиях стимулировала бурный рост различных приложений систем MRP в бизнесе.
Основными целями систем MRP являются:
- удовлетворение потребности в материалах, компонентах и продукции для планирования производства и доставки потребителям;
- поддержание низкого уровня запасов материальных ресурсов, незавершенного производства, готовой продукции;
- планирование производственных операций, графиков доставки, закупочных операций.
В процессе реализации этих целей система MRP обеспечивает поток плановых количеств материальных ресурсов и запасов продукции на горизонте планирования. Система MRP сначала определяет, сколько и в какие сроки необходимо произвести конечной продукции.
Затем система определяет время и необходимые количества материальных ресурсов для выполнения производственного расписания. На рис.
6.3 представлена блок-схема системы MRP I. Входом системы MRP I являются заказы потребителей, подкрепленные прогнозами спроса на готовую продукцию фирмы, которые заложены в производственное расписание (графики выпуска готовой продукции). Таким образом, как и для микрологистических систем, основанных на принципах концепции точно в срок, в MRP I ключевым фактором является потребительский спрос.
База данных о материальных ресурсах содержит всю требуемую информацию о номенклатуре и основных параметрах (характеристиках) сырья, материалов, компонентов, полуфабрикатов и т. п., необходимых для производства (сборки) готовой продукции или ее частей. Кроме того, в ней содержатся нормы расхода материальных ресурсов на единицу выпускаемой продукции, а также файлы моментов времени поставки соответствующих материальных ресурсов в производственные подразделения фирмы. В базе данных также идентифицированы связи между отдельными входами производственных подразделений по потребляемым

Рисунок 6.3. Блок-схема системы MRP I
материальным ресурсам и по отношению к конечной продукции. База данных о запасах информирует систему и управленческий персонал о наличии и величине производственных, страховых и других требуемых запасов материальных ресурсов в складском хозяйстве фирмы, а также о близости их к критическому уровню и необходимости их пополнения.
Кроме того, в этой базе содержатся сведения о поставщиках и параметрах поставки материальных ресурсов.
Программный комплекс MRP I основан на систематизированных производственных расписаниях (графиках выпуска конечной продукции) в зависимости от потребительского спроса и комплексной информации, получаемой из баз данных о материальных ресурсах и их запасах. Алгоритмы, заложенные в программные модули системы, первоначально переводят спрос на готовую продукцию в требуемый общий объем исходных материальных ресурсов.
Затем программы вычисляют цепь требований на исходные материальные ресурсы, полуфабрикаты, объем незавершенного производства, основанных на информации о соответствующем уровне запасов, и размещают заказы на объемы входных материальных ресурсов для участков производства (сборки) готовой продукции.